

Acabamentos
Explore uma variedade de pinturas oferecidas pela JBrigate, apresentando uma gama diversificada de opções para você escolher.

PINTURA ELETROSTÁTICA
As tintas para esse processo possuem composição estável e são formuladas para atingir padrões de altíssima qualidade, compatíveis com produtos sofisticados e de alta tecnologia. São fabricadas em diversas cores com acabamento brilhante ou fosco.
Esse acabamento conta com dois processos:
Pré-tratamento:
Responsável pela aderência da tinta sobre o alumínio, proporciona proteção contra a corrosão deste metal – inclusive nas partes não aparentes.
Polimerização:
Para ocorrer a polimerização (cura) da tinta a pó sobre a superfície de alumínio, o metal é submetido às seguintes temperaturas e tempo de cura:
15 minutos a 190º C
10 minutos a 200º C
8 minutos a 210 º C
Estas temperaturas na peça são controladas através de termógrafo, a cada quatro horas.
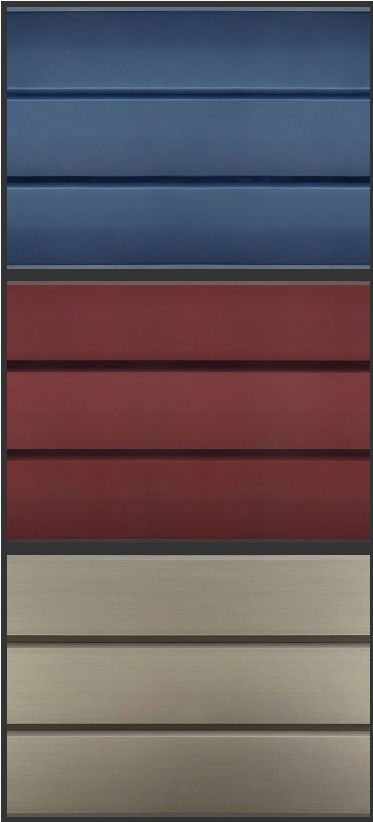
ANODIZAÇÃO
A anodização promove a formação de uma camada uniforme de óxido de alumínio na superfície, característica que proporciona uma melhora estética à peça e a protege contra corrosão e demais ataques do meio ambiente (como ar salino), fumaça industrial, entre outros.
O processo de anodização ocorre em cinco fases:
Pré-tratamento: A superfície a ser anodizada é submetida a um desengraxamento, seguido por fosqueamento e neutralização.
Anodização: Formação da camada de óxido de alumínio através de processo eletrolítico.
Interferência: Técnica eletrolítica que modifica a estrutura da camada anódica, de modo a possibilitar a obtenção de uma vasta quantidade de cores durante o processo de coloração eletrolítica.
Coloração: Neste passo, ocorre a deposição eletrolítica com sais metálicos usados para colorir a camada de óxido de alumínio.
Selagem: Processo de fechamento dos poros da camada anódica através de hidratação do óxido de alumínio.
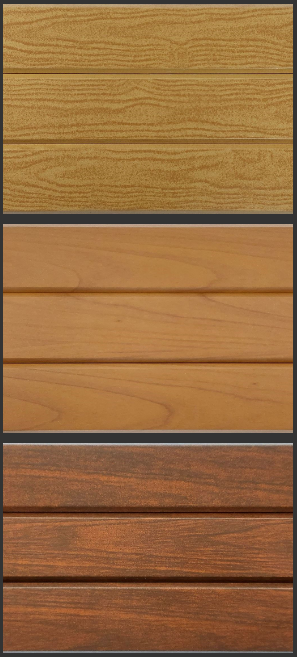
AMADEIRADA
EFEITO MADEIRA SUBLIMAÇÃO E TINTA SOBRE TINTA
Processo industrial que gera um acabamento igual à madeira em perfis de alumínio. Com diversas opções de cores e estilos, o Efeito Madeira pode ser obtido por dois métodos: Sublimação e Tinta sobre Tinta.
Sublimação:
Após receber a pintura base com uma tinta desenvolvida especialmente para este acabamento, o perfil é embolsado em um filme plástico especial, no qual estão aplicados os desenhos do tipo da madeira selecionada.
Feito isso, o item é colocado em um equipamento especial e submetido a vácuo, sob uma temperatura de 200ºC. Esse processo dura aproximadamente cinco minutos. Com isso, a tinta da película do plástico é transferida por sublimação para todas as faces pintadas do perfil de alumínio, algo que concede à peça o efeito madeira desejado.
Tinta sobre Tinta:
Os novos acabamentos Madeira com tecnologia tinta sobre tinta são formados a partir de um revestimento inicial do alumínio com uma tinta Poliéster de alta performance. Após sua aplicação, a mesma recebe uma segunda e fina camada de tinta formadora dos veios do Efeito Madeira solicitado pelo cliente. Feito isso, o revestimento é polimerizado em estufa a 200ºC, finalizando assim o processo de cura.
Acabamentos
Explore uma variedade de pinturas oferecidas pela JBrigate, apresentando uma gama diversificada de opções para você escolher.
PINTURA ELETROSTÁTICA
As tintas para esse processo possuem composição estável e são formuladas para atingir padrões de altíssima qualidade, compatíveis com produtos sofisticados e de alta tecnologia. São fabricadas em diversas cores com acabamento brilhante ou fosco.
Esse acabamento conta com dois processos:
Pré-tratamento:
Responsável pela aderência da tinta sobre o alumínio, proporciona proteção contra a corrosão deste metal – inclusive nas partes não aparentes.
Polimerização:
Para ocorrer a polimerização (cura) da tinta a pó sobre a superfície de alumínio, o metal é submetido às seguintes temperaturas e tempo de cura:
15 minutos a 190º C
10 minutos a 200º C
8 minutos a 210 º C
Estas temperaturas na peça são controladas através de termógrafo, a cada quatro horas.
ANODIZAÇÃO
A anodização promove a formação de uma camada uniforme de óxido de alumínio na superfície, característica que proporciona uma melhora estética à peça e a protege contra corrosão e demais ataques do meio ambiente (como ar salino), fumaça industrial, entre outros.
O processo de anodização ocorre em cinco fases:
Pré-tratamento: A superfície a ser anodizada é submetida a um desengraxamento, seguido por fosqueamento e neutralização.
Anodização: Formação da camada de óxido de alumínio através de processo eletrolítico.
Interferência: Técnica eletrolítica que modifica a estrutura da camada anódica, de modo a possibilitar a obtenção de uma vasta quantidade de cores durante o processo de coloração eletrolítica.
Coloração: Neste passo, ocorre a deposição eletrolítica com sais metálicos usados para colorir a camada de óxido de alumínio.
Selagem: Processo de fechamento dos poros da camada anódica através de hidratação do óxido de alumínio.
AMADEIRADA
EFEITO MADEIRA SUBLIMAÇÃO E TINTA SOBRE TINTA
Processo industrial que gera um acabamento igual à madeira em perfis de alumínio. Com diversas opções de cores e estilos, o Efeito Madeira pode ser obtido por dois métodos: Sublimação e Tinta sobre Tinta.
Sublimação:
Após receber a pintura base com uma tinta desenvolvida especialmente para este acabamento, o perfil é embolsado em um filme plástico especial, no qual estão aplicados os desenhos do tipo da madeira selecionada.
Feito isso, o item é colocado em um equipamento especial e submetido a vácuo, sob uma temperatura de 200ºC. Esse processo dura aproximadamente cinco minutos. Com isso, a tinta da película do plástico é transferida por sublimação para todas as faces pintadas do perfil de alumínio, algo que concede à peça o efeito madeira desejado.
Tinta sobre Tinta:
Os novos acabamentos Madeira com tecnologia tinta sobre tinta são formados a partir de um revestimento inicial do alumínio com uma tinta Poliéster de alta performance. Após sua aplicação, a mesma recebe uma segunda e fina camada de tinta formadora dos veios do Efeito Madeira solicitado pelo cliente. Feito isso, o revestimento é polimerizado em estufa a 200ºC, finalizando assim o processo de cura.
